Normal Force On Sheet Metal

Pin On Physics
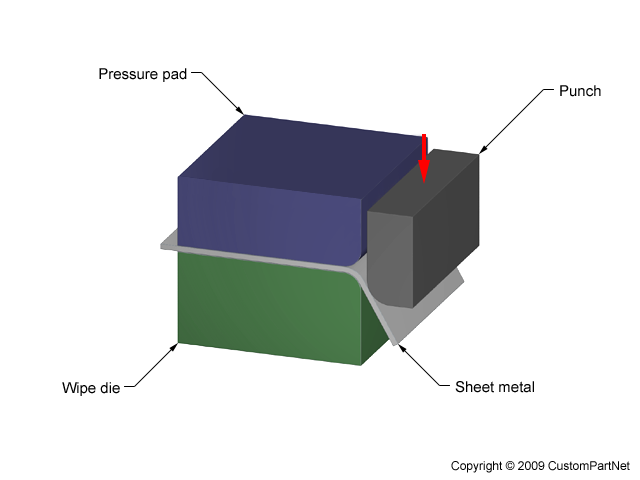
Sheet Metal Forming

Sheet Metal Folder Plans Google Search Metalloobrabotka Instrument Masterskaya

Characteristics Of Forces Normal Tension Friction And Weight Tension Friction Force

Inclined Planes Physics And Mathematics Learn Physics Physics Formulas

Pin By Sam On Metal Work Welding Projects Metal Fabrication Metal

Bend radii minimum bend sizes.
Normal force on sheet metal.

Mechanics And Machine Design Equations And Calculators Engineers Edge Machine Design Gears Mechanic

Fabrication Of Edges Joints Seams And Notches Sheet Metal Sheet Metal Work Sheet Metal Fabrication

Australian Style Roller Shutter Door Roll Forming Machine Is Different From The Normal Roller Shutter Door R Shutter Doors Roller Shutters Roll Forming

Layers With Images Multi Touch Touch Screen Screen

Sheet Metal Size Chart Grommet Mart Sheet Metal Simple Leather Metal

Pin On Melc

Unit 4 Designing Structural Steel Autodesk University Workshop Construcciones De Metal Vigas De Acero Acero De Construccion

Pin On Container

Day 10 Dueling Rubber Bands Newtons Laws Rubber Bands Newtons Third Law
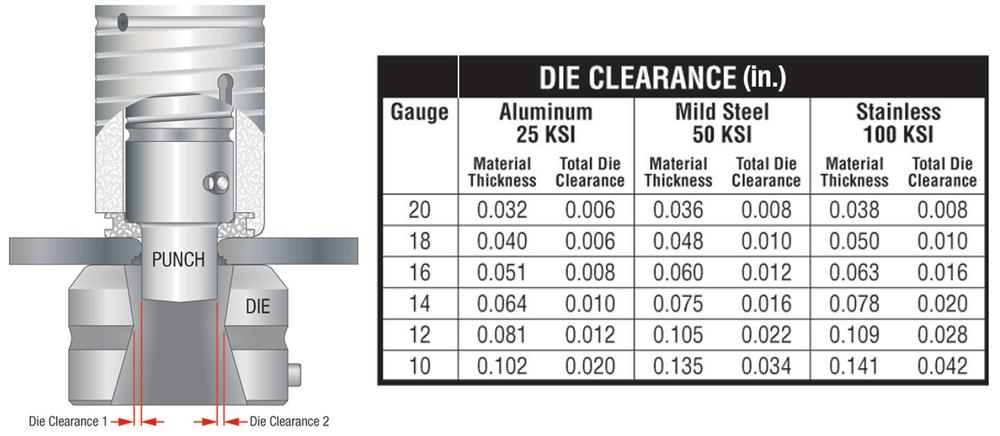
Maximum Sheet Metal Punching Minimal Distortion
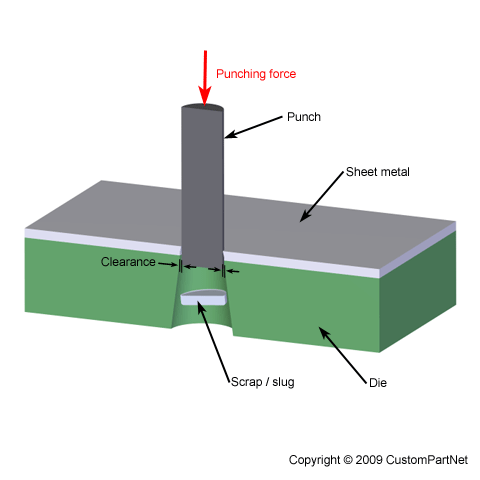
Sheet Metal Cutting Shearing
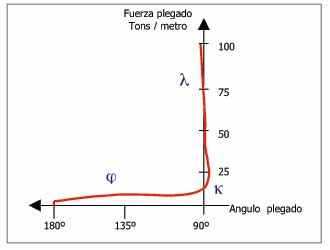
Bending Of Sheet Metal With A Punch And Matrix Cover

Engineering Formulas Engineering Science Engineering Engineering Student

Matheformeln Formulas Physics Physics Formulas Physics Formulasyou Can Find Physics And More On Our Website Physi In 2020 Physics Formulas Physics Physics Mechanics

Cabinet Metal Sheet Works Dm Series The Body Structure Is Completely Welded Water And Dust Resistant Nema 4 Si Outdoor Cabinet Single Doors Residential

Pin On Shop Tips And Ideas

Personalized Armed Services Memorial Light Edge Design Light House Design

Solidworks Tutorial Baseball Youtube In 2020 Solidworks Tutorial Solidworks Tutorial
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gctkgpfchqkevpn0xllrlhtadg Dxwllusmbu Affvs3lv0mkp H Usqp Cau

Law Of Conservation Of Energy Examples Resistance Force Classical Physics Force

Lotus Textured Sheet Metal Sheet Metal Wall Sheet Metal Metal

Pin On Ms Scaffolding Pipe In Pakistan

Physics Intro Poster Physics Classroom Physics Science Lessons

You Will Find This Equation Sheet And Free Online Video Tutorials Over Dynamics O Nursing Student Tips Electrical Engineering Technology Mechanical Engineering
Source : pinterest.com
